Giao công uốn ống inox phi 27 (D27 / DN20 / hệ ống 3/4 inch) làm lò hơi (nồi hơi) là quy trình định hình các đoạn ống inox tròn chịu nhiệt (đường kính ngoài thực tế là 27.2 mm) thành các cụm ống xoắn lò xo, dàn ống vách hoặc các bộ phận trao đổi nhiệt bên trong buồng đốt.
Mặc dù đường kính ống nhỏ giúp dễ tạo hình hơn các loại ống công nghiệp hạng nặng, nhưng do inox có đặc tính cứng, độ đàn hồi cao và lò hơi phải làm việc trong điều kiện áp suất lớn, quy trình này yêu cầu kỹ thuật gia công rất khắt khe để đảm bảo an toàn vận hành, chống cháy nổ.
%20l%C3%A0m%20l%C3%B2%20h%C6%A1i.jpg "Gia công uốn ống inox phi 27 (D27) làm lò hơi")
Gia công uốn ống inox phi 27 (D27) làm lò hơi
1. Báo giá gia công uốn ống inox D27 lò hơi (Tham khảo)
Do tính chất gia công inox lò hơi đòi hỏi kiểm soát lòng ống tròn đều và chống rạn nứt thành vách, chi phí tiền công thường được các xưởng bóc tách linh hoạt:
- Uốn cụm ống xoắn lò xo (Coil): Giá dao động từ 35.000 – 70.000 VNĐ / mét dài gia công (tùy thuộc vào độ dày của vách ống và bước xoắn ngặt hay rộng).
- Bẻ co góc 90° / 45° định hình: Chi phí dao động từ 25.000 – 50.000 VNĐ / mối uốn (chưa bao gồm tiền phôi inox gốc).
- Gia công hàng loạt (Số lượng lớn): Tiền công tính theo trọng lượng dao động từ 15.000 – 25.000 VNĐ / kg (giá công uốn inox luôn cao hơn thép carbon do inox cứng và có độ hồi khuôn lớn).
2. Tiêu chuẩn khắt khe về vật tư phôi ống gốc D27
Để làm lò hơi, tuyệt đối không sử dụng ống inox hàn trang trí thông thường (như inox dân dụng làm lan can, tay vịn) vì mối hàn dọc thân ống rất dễ bị nứt toác dưới áp lực hơi nước cao áp.
- Chủng loại vật liệu bắt buộc: Phải dùng Ống Inox Đúc (Seamless Stainless Steel Pipe) liền mạch. Mác thép inox phổ biến nhất là SUS 304/304L (chịu nhiệt tốt, chống ăn mòn cơ bản) hoặc SUS 316/316L (chuyên dụng cho các loại lò hơi chạy hóa chất, môi trường ăn mòn siêu cao).
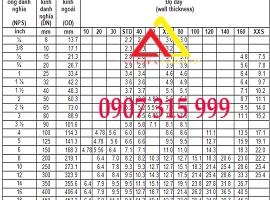
- Độ dày vách ống: Ống D27 làm lò hơi phải chọn các tiêu chuẩn độ dày lớn để dự phòng an toàn mài mòn hóa chất và áp suất, thường là SCH40 (2.87 mm) hoặc SCH80 (3.91 mm).
3. Công nghệ uốn ống inox D27 tại xưởng chuyên nghiệp
Do ống inox phi 27 có kích thước tương đối nhỏ nhưng thành ống đúc lại dày và cứng, các xưởng uốn chuyên nghiệp thường áp dụng các biện pháp sau:
- Uốn nguội bằng máy uốn CNC có lõi kẹp (Mandrel): Đây là phương pháp phổ biến nhất cho kích thước D27. Một quả lõi bằng đồng thau hoặc thép đặc được luồn vừa khít vào trong lòng ống inox trước khi tiến hành ép lực uốn. Quả lõi này giữ cho mặt cắt ống luôn tròn đều, ngăn chặn tình trạng móp bẹp hoặc nhăn răn vách trong.
- Uốn gia nhiệt cao tần (Induction Bending): Áp dụng khi cần uốn cụm ống xoắn liên tục với bán kính uốn siêu ngặt (R nhỏ dưới 2D). Vòng từ trường nung đỏ cục bộ vùng uốn giúp inox mềm đi, giảm đáng kể lực đàn hồi (độ trả khuôn) của inox, giúp đường cong chính xác tuyệt đối theo bản vẽ.
4. Các thông số nghiệm thu an toàn bắt buộc
Mỗi cụm chi tiết ống uốn inox D27 sau khi hoàn thiện phải trải qua các bước kiểm định nghiêm ngặt trước khi lắp đặt vào thân lò:
- Độ méo hình Elip: Biên độ méo tại đỉnh góc uốn không được vượt quá 5% - 8% để hơi nước hoặc nước cấp tuần hoàn trơn tru, không tạo ra các điểm nghẽn gây tích tụ nhiệt dẫn đến nổ bục ống.
- Độ biến mỏng thành vách: Vách ngoài của đường cong (nơi bị kéo căng nhất) không được phép mỏng đi quá 10% - 12.5% so với độ dày phôi thẳng ban đầu.
- Kiểm tra rạn nứt bề mặt: Do inox có xu hướng giòn nhẹ khi bị biến dạng áp lực cao, xưởng cần thực hiện kiểm tra khuyết tật bằng phương pháp thẩm thấu chất lỏng (PT) hoặc siêu âm để đảm bảo không có vết nứt chân chim ngầm.
- Thử áp lực thủy tĩnh (Hydrotest): Bơm nước cao áp vào cụm ống đạt mức bằng 1.5 lần áp suất thiết kế của lò để thử tải độ kín khít.
CÔNG TY TNHH ALPHA STEEL
ĐCK: 5 Đường 13, KCX Linh Trung, P Linh Trung, Q Thủ Đức, HCM
Email: satthepalpha@gmail.com Mã số thuế: 3702703390
Hotline: 0907 315 999 ( BÁO GIÁ NHANH)